
 Continue with onX Maps
Continue with onX Maps Continue with Facebook
Continue with Facebook
















Inexpensive bolt extractor




|
Tylerpratt wrote: Yeah, the little I've used an angle grinder in a shop I've used a face shield after the shop tech showed me a picture of a piece of cutting wheel embedded in someone's face and they reminded me to inspect discs/wheels prior to use. |
|
|
Dan - I pulled five bolts with it last Sunday. Works great. Feels like it is in no danger of stripping regardless of the input force. |
|
|
Gregger Man wrote: This is a tool that can be useful in cleanly extracting stud bolts. It is inexpensive (<$20) and can be easily made with a hacksaw, a vise, a drill, and a tap tool in less than an hour. You usually need to weaken the holding power of the bolt prior to pulling by spinning it if it is a stud. The same tool works on Rawl sleeves that have been threaded with a tap tool after disengaging the cone. PM me for more details on Matt Reeser's spinner tool design. I hope more route maintenance will include attempts to re-use holes. There are many, many 1980's routes that are overdue for upgraded hardware. Spend the money on all stainless 5-piece bolts and hangers. https://www.youtube.com/watch?v=rCrwaSIHfmA&list=UU-6UF1brKKJ48IU-gLZ0dbQ Gregger, |
|
|
1/4-20 and 3/8-16 will cover most wedge bolts. These are the standard course threads for those diameters. |
|
|
Thank you Jason. Will be assembling parts to make a puller shortly. |
|
|
Dan's suggestion to use a ball screw was a great one. Behold Doodad 3.0:  Materials: Search Ebay for this "Ball Screw C7/SFU1605 L300MM w/ Single Ballnut". Keep looking until you find one for less than $30. They are sold with the ends machined like the photo below or simply cut. Either works, but the pre-machined will require far less work. The threads on the end are 12mm metric but what we want is 1/2-20. I lopped off the existing threads and used a die to cut the remaining section that had already been lathed down for me.  The one additional step for using a ball nut is that you either need to carry a ginormous, heavy crescent wrench that will open to 1.625" or make a handle. I made mine using a bench grinder in about 5 minutes. Marking out the amount of metal you need to remove is the crux - you can cut a cardboard template and the grind away using the corner of the stone. Drill two holes for some 7/32" allen head bolts - the holes they fit aren't tapped, but I removed just enough material so that they are a pressure fit that can be snapped in place or removed with a hammer. 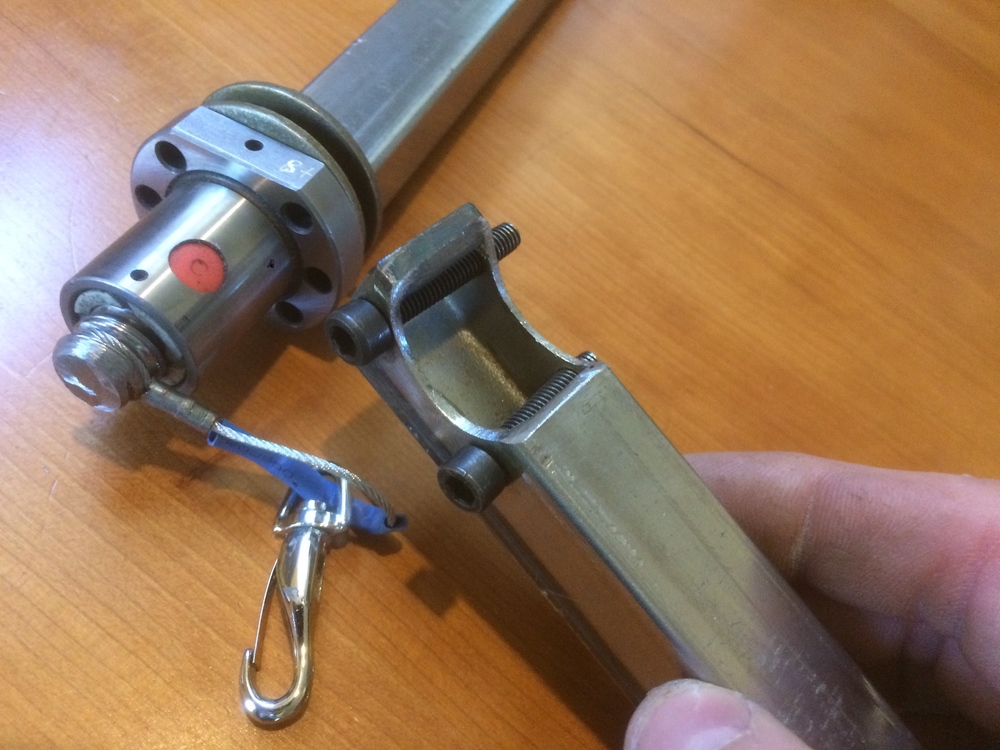 I cut a 1/16" channel around the end of the screw for a tether with a swivel that doubles as a stop (if you roll the ball screw off the end, the ball bearings will fall out.) I also drilled and tapped a 1/4-20 diagonal hole near the top end of the spacer tube. That screw catches on the square nut so you can't accidentally drop the spacer tube:  The tool weighs 2lb, 3oz which isn't too bad. The ball screw does the heavy lifting with ease and a minimum of turns. I've made a bunch of Doodad tools for folks, but I think that if you are interested in bolt replacement this amount of effort to make one's own tools is a low bar to entry. I'll offer advice if you run into trouble making one of these, just send me a message. Get out there and get busy! |
|
|
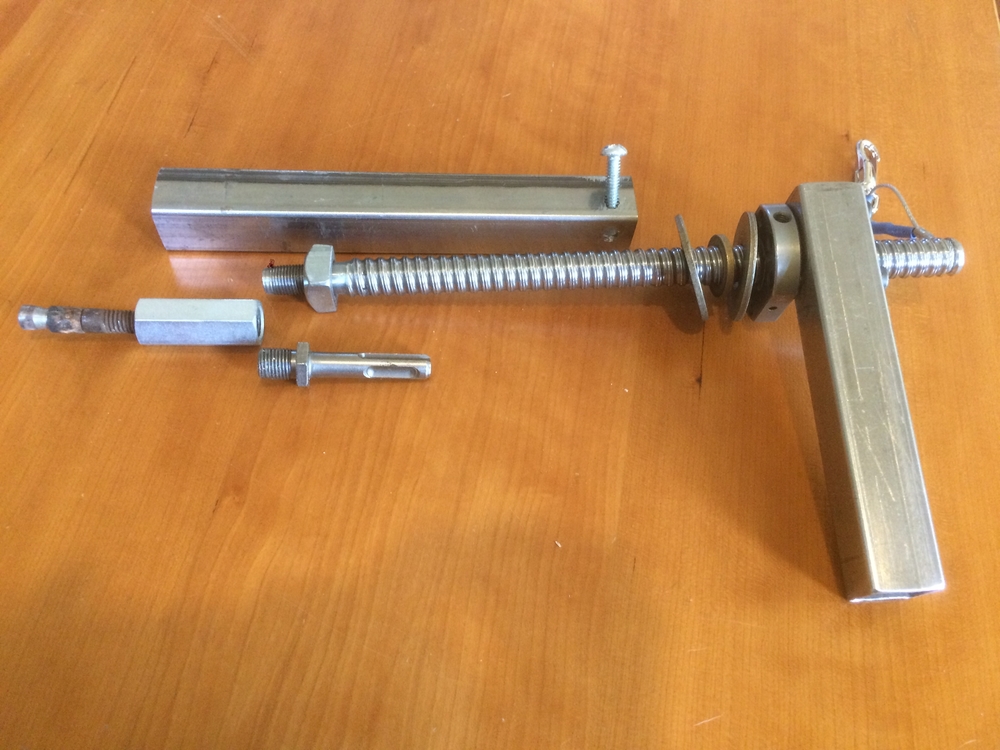
Would it be possible to take a picture of all the pieces disassembled? |
|
|
 The square nut attached to the ball screw keeps the whole device from twisting as you crank to extract the bolt. Twisting the bolt under tension tends to break it. The corner of that square nut will not make it past the diagonally inserted screw, so if your keeper cord is attached to the main tool you can let go without losing the spacer. |
|
|
|
|
|
Gregger, |
|
|
Since the 1/2 square nut already has a correct diameter hole, cutting fine threads over the coarse takes just a few seconds. To be clear, every machinist worth his salt dies a little inside the moment you do that, but the square nut doesn't have a very difficult job to do. The McMaster one should be fine. Spinning a wedge bolt with a regular drill should work fine as well. Hand drilling to ream out the hole, not so much. I haven't tried it, but those who have tell me it sucks. The bit jams in the hole and you stand a good chance of breaking off the carbide tips. I read somewhere that four corner bits fare slightly better:  |
|
|
|
|
|
randy88fj62 wrote: Petzl bolts are generally 10mm, though there may be some 12mm ones out there. Edit to add: Just checked, and yeah, petzl does sell 12mm bolts as well, I've mostly seen the 10mm ones outside though. |
|
|
I don't have a list. If you see a threaded stud sticking out of the wall, chances are it is 3/8-16. The Petzl bolts are less common, but I think they are M10. For studs smaller than that you will use a tuning fork behind the hanger so it's irrelevant. For 5-piece bolts the common sizes are 3/8" and 1/2". The actual bolt shaft is 5/16-18 or 3/8-16, respectively. The taps required to cut threads on the inside of the sleeves are 3/8-16 and 7/16-20, respectively. |
|
|
Sorry for all the questions Gregger, |
|
|
Randy - Please read this thread and watch the linked videos. From page 2: ReNu threaded insert. No need to machine a spinner tool when you can assemble it from parts. Formed threads are much, much more durable than threads cut with a tap and die. You can make adapters from scratch if you like, but unless you are using a lathe they will be a little bit sloppy and not last as long as one made from the inserts. Northwestern tool has several inserts that solve the problem of going from coarse to fine thread and metric to imperial: http://www.northwesterntools.com/thread-inserts/re-nu-thread-repair-inserts |
|
|
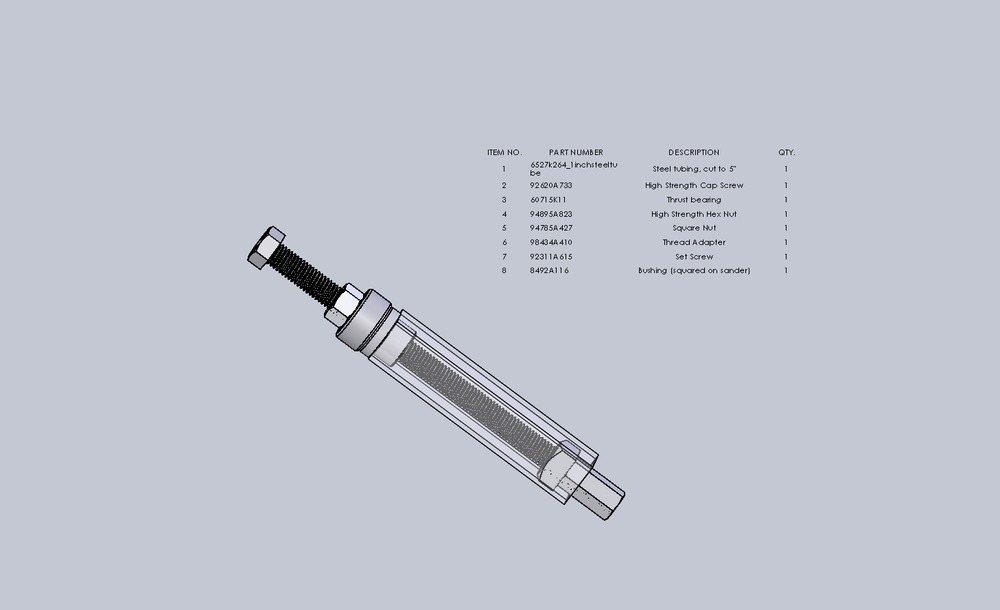 Its based on Gregger Mans earlier designs (thanks!) but slightly modified for ease of construction. |
|
|
Hendrik Maat wrote: This here seems to be an alternative for anybody without a welder... https://www.amazon.co.uk/Am-Tech-2-inch-Keyless-Chuck-Adapter/dp/B000VODBBU/ref=pd_day0_107_1?_encoding=UTF8&psc=1&refRID=TY3Q6PRR9A832RTQPCJD Just screw on the coupler and you`re set. Were you able to find this tool with the right thread pitch? If I recall, they are easy to find in 24 but not 16. |
|
|
Turner, I ended up buying a thread adapter to go from 24 to 16. Here is my part list for the spinner: https://www.mcmaster.com/#92499a325/=14n1hak |
|
|
Parts list by request: The ball screw + ball nut from ebay is 75% of the tool. Get one with 12mm threads machined on one end to save a lot of effort. From the hardware store you will need
tools used:
|


